锡铸:球墨铸铁件实现无冒口铸造的条件

球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。
在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。
在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。
另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大[1]。
低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一[1]。
2 球墨铸铁无冒口铸造的条件
从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。
2.1 铁液成分的选择
2.1.1 碳当量(CE)
在同等条件下,微小的石墨在铁液中容易溶解并且不容易生长;随着石墨长大,石墨的生长速度也变快,所以使铁液在共晶前就产生初生石墨对促进共晶凝固石墨化是非常有利的。过共晶成分的铁液就能满足这样的条件,但过高的CE值使石墨在共晶凝固前就长大,长大到一定尺寸时石墨开始上浮,产生石墨漂浮缺陷。这时,由石墨化引起的体积膨胀只会造成铁液液面上升,不但对铸件的补缩毫无意义,而且由于石墨在液态时吸收了大量的碳,反而造成在共晶凝固时铁液中的w(C)量低不能产生足够的共晶石墨,也就不能抵消由于共晶凝固造成的收缩。实践证明,能够将CE值控制在4.30%~4.50%是最理想的。
2.1.2 硅(Si)
一般认为在Fe-C-Si系合金中, Si是石墨化元素,w(Si)量高有利于石墨化膨胀,能够减少缩孔的发生。很少有人知道,Si是阻碍共晶凝固石墨化的。所以,不论从补缩的角度考虑,还是从防止碎块状石墨产生的角度考虑,只要能通过强化孕育等措施防止白口产生,都要尽可能地降低w(Si)量。
2.1.3 碳(C)
在合理的CE值条件下,尽可能提高w(C)量。事实证明球墨铸铁的w(C)量控制在3.60%~3.70%,铸件具有最小的收缩率。
2.1.4 硫(S)
S是阻碍石墨球化的主要元素,球化处理的主要目的就是脱S,但球墨铸铁孕育衰退快与w(S)量太低有直接关系;所以,适当的w(S)量是必要的。可以将w(S)量控制在0.015%左右,利用MgS的成核作用增加石墨核心质点以增加石墨球数,减少衰退[2]。
2.1.5 镁(Mg)
Mg也是阻碍石墨化的元素,所以在保证球化率能够达到90%以上的前提下,Mg应尽可能低。在原铁液w(O)、w(S)量不高的条件下,残留w(Mg)量能够控制在0.03%~0.04%是最理想的。
2.1.6 其它元素
Mn、P、Cr等所有阻碍石墨化的元素越低越好。
要注意微量元素的影响,如Ti。当w(Ti)量低时,是强力促进石墨化元素,同时Ti又是碳化物形成元素,又是影响球化促进蠕虫状石墨产生的元素,所以w(Ti)量控制得越低越好。笔者公司曾经有一个非常成熟的无冒口铸造工艺,由于一时原材料短缺而使用了w(Ti)量为0.1%的生铁,生产出的铸件不但表面有缩陷,加工后内部也出现了集中型缩孔。
总之,纯净原材料对提高球墨铸铁的自补缩能力是有利的。
2.2 浇注温度
有实验表明,球墨铸铁的浇注温度从1 350 ℃到1 500 ℃对铸件收缩的体积没有明显的影响,只不过缩孔的形态从集中型逐渐向分散型过度。石墨球的尺寸也随着浇注温度的升高逐渐变大,石墨球的数量逐渐减少。所以没有必要苛求过低的浇注温度,只要铸型强度足够抵抗铁液的静压力,浇注温度可以高一些。通过铁液加热铸型减少共晶凝固时的过冷度,使石墨化有充足的时间进行。不过,浇注速度要尽可能地快,以尽量减少型内铁液的温度差[3]。
2.3 冷铁
根据笔者使用冷铁的经验及利用以上理论分析,冷铁能够消除缩孔缺陷的说法并不确切。一方面,局部使用冷铁(如打孔部位),只能使缩孔转移而不是消除缩孔;另一方面,大面积地使用冷铁而获得了减少补缩或无冒口的效果,只是无意识地增加了铸型强度而不是冷铁减少了液体或共晶凝固收缩。事实上,如果冷铁使用过多,影响了石墨球的长大及石墨化的程度,相反会加剧收缩。
2.4 铸型强度和刚度
由于球铁大都选择共晶或过共晶成分,铁液在铸型中冷却至共晶温度所经过的时间较长,也就是铸型所承受的铁液静压力的时间要比亚共晶成分的灰铸铁要长,铸型也就更容易产生压缩性变形。当石墨化膨胀引起的体积增加不能抵消液体收缩+凝固收缩+铸型变形体积时,产生缩孔也就在所难免。所以,足够的铸型刚度及抗压强度是实现无冒口铸造的重要条件,有许多覆砂铁型铸造工艺实现无冒口铸造既是这一理论的证明。
2.5 孕育处理
强效孕育剂及瞬时延后孕育工艺既能给予铁液大量的核心质点,又能防止孕育衰退,能够保证球墨铸铁在共晶凝固时有足够的石墨球数;多而小的石墨球减少了液体中的C向石墨核心转移的距离,加快了石墨化速度,短时内大量的共晶凝固又能释放出较多的结晶潜热,减少了过冷度,既能防止白口的产生,又能加强石墨化膨胀。因而。强效孕育对提高球墨铸铁的自补缩能力至关重要。
2.6 铁液过滤
铁液经过过滤,滤除了部分氧化夹杂,使铁液的微观流动性增强,可以降低微观缩孔的产生几率。
2.7 铸件模数
由于铸态珠光体球铁需要加入阻碍石墨化的元素,这会影响石墨化程度,对铸件实现自补缩目的有一定影响,所以有资料介绍,无冒口铸造适用于牌号在QT500以下的球墨铸铁。除此之外,由铸件的形状尺寸所决定的模数应在3.1 cm以上。
值得注意的是,厚度<50 mm的板类铸件实现无冒口铸造是困难的。
也有资料介绍,对QT500以上的球墨铸铁实现无冒口铸造工艺的条件是其模数应大于3.6 cm。
3 应用实例介绍
3.1 大模数铸件无冒口铸造工艺实例
材料牌号为GGG70的风电增速器行星支架铸件,重量为3 300 kg,轮廓尺寸为φ1 260×1 220 mm,铸件模数约为5.0 cm。铸件成分为:w(C) 3.62%;w(Si) 2.15%;w(Mn) 0.25%;w(P) 0.035%;w(S) 0.012%;w(Mg) 0.036%;w(Cu) 0.98%。浇注温度为1 370~1 380 ℃
考虑到铁液对铸型下部的压力较大,容易使铸型下部产生压缩变形,所以客户推荐将冷铁主要集中放置在下部(如图1)。根据以往的经验,开始试制时,我们决定使用无冒口铸造工艺,也就是图1去掉冒口的工艺。虽然客户请专业人员对所试制铸件做超声探伤并未发现有内部缺陷,解剖结果也未发现缩孔缺陷。但对照其它相关资料及客户提供的参考工艺,我们对这么重要的铸件批量生产后一旦发生缩孔缺陷的后果甚为担心,所以对图1工艺进行了凝固模拟试验,模拟结果如图2。
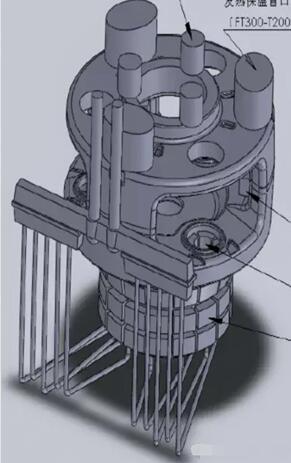
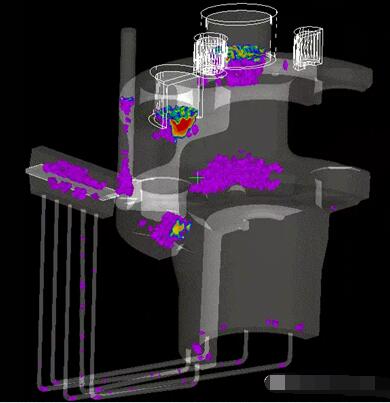
图2 根据图1工艺的模拟结果
从模拟结果可见,液态收缩已经将包括内部的3个Φ140×170 mm圆形发热保温冒口及外侧的3个320×200×320 mm腰圆形发热保温冒口内的铁液全部用尽;因而,我们在原有320×200×320 mm发热保温冒口的上面再加上1个同等大小的冒口,即将冒口尺寸改为320×200×640 mm。但是,浇铸后的结果却是所有冒口一点收缩的痕迹也没有,从而证实了这个铸件完全可以实现无冒口铸造。
3.1小模数铸件有冒口铸造实例
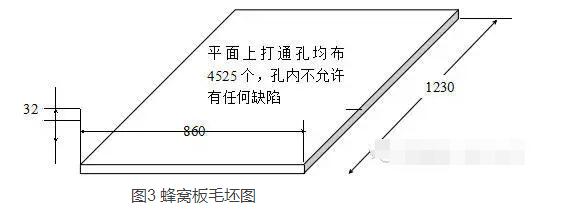
图3所示的蜂窝板材料牌号为QT500-7,长×宽×高尺寸为1 230×860×32 mm,铸件模数M=3.2/2=1.6 cm。
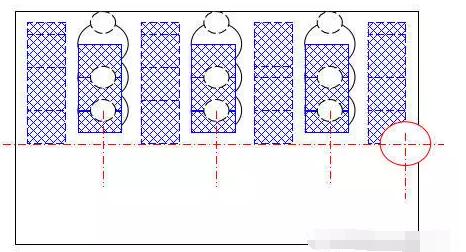
此铸件模数远小于3.1 cm,显然不适用于无冒口铸造工艺,但试制时为了提高工艺出品率,采用了立浇雨淋式浇口(图4),原意是想使铸件在凝固时产生自上而下的温度梯度,以利用横浇口补缩,但结果却是在铸件的中间部位加工后产生了大面积连通性缩孔(图4中双点划线处)。试制4件无一件成品。
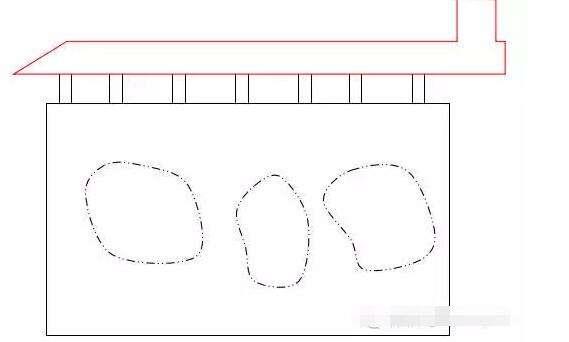
图4 试制工艺方案示意图
于是,我们改变思路,制定了如图5所示的卧浇、冷铁加冒口工艺。用冷铁将铸件分割成9部分,每部分的中央放置冒口。改进后的工艺出品率大于75%,产品质量稳定,废品率在2.0%以下,由于原材料和工艺都较稳定,加工后几乎没有废品。