
铸造厂怎么对灰铸铁进行热处理?

铸造厂灰铸铁热处理讲解:
退火
1.去应力退火 为了消除铸件的残余应力,稳定其几何尺寸,减少或消除切削加工后产生的畸变,需要对铸件进行去应力退火。
去应力退火温度的确定,必须考虑铸铁的化学成分。普通灰铸铁当温度起过550℃时,即可能发生部分渗碳体的石墨化和粒化,使强度和硬度降低。当含有合金元素时,渗碳体开始分解的温度可提高到650℃左右。
通常,普通灰铸铁去应力退火温度以550℃为宜,低合金灰铸铁为600℃,高合金灰铸铁是可提高到650℃,加热速度一般选用60~120℃/h.保温时间决定于加热温度、铸件的大小和结构复杂程度以及对消除应力程度的要求。 铸件去应力退火的冷却速度必须缓慢,以免产生二次残余内应力,冷却速度一般控制在20~40℃/h,冷却到200~150℃以下,可出炉空冷。
一些灰铸铁件的去应力退火规范示于表1.
2.石墨化退火 灰铸铁件进行石墨化退火是为了降低硬度,改善加工性能,提高铸铁的塑性和韧性。
若铸件中不存在共晶渗碳体或其数量不多时,可进行低温石墨化退火;当铸件中共晶渗碳体数量较多时,须进行高温石墨化退火。
(1)低温石墨化退火,铸铁低温退火时会出现共析渗碳体石墨化与粒化,从而使铸件硬度降低,塑性增加。
灰铸铁低温石墨化退火工艺是将铸件加热到稍低于Ac1下限温度,保温一段时间使共析渗碳体分解,然后随炉冷却。
(2)高温石墨化退火,高温石墨化退火工艺是将铸件加热至高于Ac1上限以上的温度,使铸铁中的自由渗碳体分解为奥氏体和石墨,保温一段时间后根据所要求的基体组织按不同的方式进行冷却。
正火
灰铸铁正火的目的是提高铸件的强度、硬度和耐磨性,或作为表面淬火的预备热处理,改善基体组织。一般的正火是将铸件加热到Ac上限+30~50℃,使原始组织转变为奥氏体,保温一段时间后出炉空冷。形状复杂的或较重要的铸件正火处理后需再进行消除内应力的退火。如铸铁原始组织中存在过量的自由渗碳体,则必须先加热到Ac1上限+50~100℃的温度,先进行高温石墨化以消除自由渗碳体在正火温度范围内,温度愈高,硬度也愈高。因此,要求正火后的铸铁具有较高硬度和耐磨性时,可选择加热温度的上限。
正火后冷却速度影响铁素体的析出量,从而对硬度产生影响。冷速愈大,析出的铁素体数量愈少,硬度愈高。因此可采用控制冷却速度的方法)(空冷、风冷、雾冷),达到调整铸铁硬度的目的。
淬火与回火
1.淬火 铸铁淬火工艺是将铸件加热到Ac1上限+30~50℃的温度,一般取850~900℃,使组织转变成奥氏体,并在此温度下保温,以增加碳在奥氏体中的溶解度,然后进行淬火,通常采用油淬。
对于形状复杂或大型铸件应缓慢加热,必要时可在500~650℃预热,以避免不均匀加热而造成开裂。
随奥氏体化温度升高,淬火后的硬度越高,但过高的奥氏体化温度,不但增加铸铁变形和开裂的危险,并产生较多的残留奥氏体,使硬度下降。
灰铸铁的淬透性与石墨大小、形状、分布、化学成分以及奥氏体晶粒度有关。
石墨使铸铁的导热性降低,从而使它的淬透性下降,石墨越粗大,越多,这种影响越大。
2.回火 为了避免石墨化,回火温度一般应低于550℃,回火保温时间按t=[铸件厚度(mm)/25]+1(h)计算。
3.等温淬火 为了减小淬火变形,提高铸件综合力学性能,凸轮、齿轮、缸套等零件常采用等温淬火。
等温淬火的加热温度和保温时间与常规淬火工艺相同。
复习前课
铸铁的分类(P89~90)
§4-6工程铸铁
一、 铸铁的石墨化
1.概述
铸铁是碳的质量分数WC>2.11%的铁碳合金。它是以Fe、C、Si为主要组成元素,并比钢含有较高的S和P等杂质。碳在铸铁中,主要以石墨的形式存在。
石墨化:铸铁中的碳以石墨的形式析出的过程。
石墨化有两种方式:一种是在冷却过程中,可以从液体和奥氏体中直接析出石墨;另一种是在一定条件下由亚稳定性的Fe3C分解出铁素体和稳定的石墨。
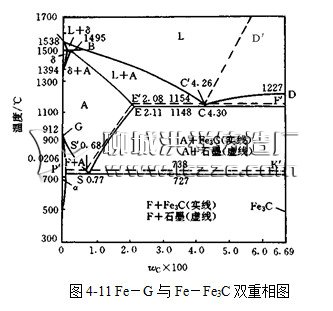
双重相图:实践证明,铸铁在冷却时,冷速越缓,析出石墨的可能性越大,用Fe-G相图说明;冷速赶快,则析出渗碳体的可能性越大,用Fe-Fe3C相图说明。为便于比较和应用,习惯上把这两个相图合画在一起,称之为铁-碳合金双相图。如图4-11所示。其中虚线表示稳定态(Fe-G)相图,实线表示亚稳定态(Fe -Fe3C)相图,虚线与实线重合的线用实线画出。石墨化以哪一种方式进行,主要取决于铸铁的成分与保温冷却条件。
2.石墨化过程
按照Fe-G相图,铸铁的石墨化过程分为三个阶段:
第一阶段石墨化 ①对于过共晶成分合金而言,铸铁液相冷至C'D'线时,结晶出的一次石墨;②各成分铸铁,在1154℃(E'C'F'线)通过共晶反应形成的共晶石墨。即
第二阶段石墨化 在1154~738℃温度范围内,奥氏体沿E'S'线析出二次石墨。即
第三阶段石墨化 在738℃(P'S'K'线),通过共析转变析出共析石墨。即
3.影响石墨化的主要因素
(1)化学成分 按对石墨化的作用,可分为促进石墨化的元素(C、Si、Al、Cu、Ni、Co、P等)和阻碍石墨化的元素(Cr、W、Mo、V、Mn、S等)两大类。
·C和Si是强烈促进石墨化的元素;S是强烈阻碍石墨化的元素,而且还降低铁液的流动性和促进高温铸件开裂;
·适量的Mn既有利于珠光体基体形成,又能消除S的有害作用;
·P是一个促进石墨化不太强的元素,能提高铁液的流动性,但当其质量分数超过奥氏体或铁素铁的溶解度时,会形成硬而脆的磷共晶,使铸铁强度降低,脆性增大。
总之,生产中,C、Si、Mn为调节组织元素,P是控制使用元素,S属于限制元素。
(2)石墨化温度 石墨化过程需要碳、铁原子的扩散,石墨化温度越低,原子扩散越困难,因而石墨化进程越慢,或停止。尤其是第三阶段石墨化的温度较低,常常石墨化不充分。
(3)冷却速度 一定成分的铸铁,石墨化程度取决于冷却速度。冷速越慢,越利于碳原子的扩散,促使石墨化进行。冷速越快,析出渗碳体的可能性就越大。这是由于渗碳体的WC(6.69%)比石墨(100%)更接近于合金的WC(2.5%~4.0%)
影响冷却的因素主要有浇注温度、铸件壁厚、铸型材料等。当其它条件相同时,提高浇注温度,可使铸型温度升高,冷速减慢;铸件壁厚越大,冷速越慢;铸型材料导热性越差,冷速越慢。
二、铸铁的组织与性能
1.铸铁的组织 通常铸铁的组织可以认为是由钢的基体与不同形状、数量、大小及分布的石墨组成的。石墨化程度不同,所得到的铸铁类型和组织也不同。
表4-23铸铁经不同程度石墨化后所得到的组织
名 称 石 墨 化 程 度 显微组织
第一阶段 第二阶段 第三阶段
灰铸铁充分进行
充分进行
充分进行 充分进行
充分进行
充分进行 充分进行
部分进行
不进行 F+G
F+P+G
P+G
麻口铸铁部分进行 部分进行 不进行 Le'+P+G
白口铸铁不进行 不进行 不进行 Le'+P+Fe3C
2.铸铁的性能 铸铁基体组织的类型和石墨的数量、形状、大小和分布状态决定了铸铁的性能。
(1)石墨的影响
石墨是碳的一种结晶形态,其碳的质量分数WC≈100%,具有简单六方晶格。
由于石墨的硬度为3~5HBS,σb约为20MPa,塑性和韧性极低,伸长率δ接近于零,从而导致铸铁的力学性能如抗拉强度、塑性、韧性等均不如钢。并且石墨数量越多,尺寸越大,分布越不均匀,对力学性能的削弱就越严重。其中
·片状石墨对基体的削弱作用和引起应力集中的程度最大;
·球状石墨对基体的割裂作用最小;
·团絮状石墨的作用居于二者之中。
但石墨的存在,使铸铁具有优异的切削加工性能、良好的铸造性能和润滑作用、很好的耐磨性能和抗振性能,大量石墨的割裂作用,使铸铁对缺口不敏感。
(2)基体组织的影响
对同一类铸铁来说,在其它条件相同的情况下,铁素体相的数量越多,塑性越好;珠光体的数量越多,则抗拉强度和硬度越高。由于片状石墨对基体的强烈作用,所以只有当石墨为团絮状、蠕虫状或球状时,改变铸铁基体组织才能显示出对性能的影响。
三、常用铸铁材料
1.普通灰铸铁
普通灰铸铁俗称灰铸铁,简称灰铁。其生产工艺简单,铸造性能优良,在生产中应用最为广泛,约占铸铁总量的80%。
(1)灰铸铁的成分、组织和性能
一般铸铁含WC=2.7%~3.6%,WSi=1.0~2.2%,WMn=0.5%~1.3%,WS<0.15%,WP<0.3%。其组织有:铁素体灰铸铁(在铁素体基体上分布着片状石墨);珠光体+铁素体灰铸铁(在珠光体+铁素体基体上分布着片状的石墨);珠光体灰铸铁(在珠光体基体上分布着片状的石墨)如图4-13(a)、(b)、(c)所示。
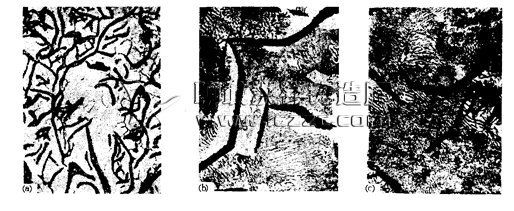
图4-13 三种基体的灰铸铁
灰铸铁组织相当于在钢的基体上分布着片状石墨,因此,其基体的强度和硬度不低于相应的钢。石墨的强度、塑性、韧性极低,在铸铁中相当于裂缝和孔洞,破坏了基体金属的连续性,同时很容易造成应力集中。因此,灰铸铁的抗拉强度、塑性及韧性都明显低于碳钢。石墨片的数量越多、尺寸越大、分布越不均匀,对基体的割裂作用越严重。但是石墨片很细,尤其相互连接时,也会使承载面积显著下降。因此,石墨片长度应以0.03~0.25mm为宜。石墨的存在,使灰铸铁的铸造性能、减摩性、减振性和切削加工性都高于碳钢,缺口敏感性也较低。灰铸铁的硬度和抗压强度主要取决于基体组织,而与石墨的存在基本无关。因此,灰铸铁的抗压强度约为抗拉强度3~4倍。
(2)灰铸铁的牌号及用途
灰铸铁的牌号由“HT+数字”组成。其中“HT”是“灰铁”二字汉语拼音字首,数字表示φ30mm试棒的最低抗拉强度值(MPa)。常用灰铸铁的牌号、力学性能及用途见表4-24。
从表中可以看出,灰铸铁的强度与铸件的壁厚有关,铸件壁厚增加则强度降低,这主要是由于壁厚增加使冷却速度降低,造成基体组织中铁素体增多而珠光体减少的缘故。
(3)灰铸铁的孕育处理
浇注时向铁液中加入少量孕育剂(如硅铁、硅钙合金等),改变铁液的结晶条件,以得到细小、均匀分布的片状石墨和细小的珠光体组织的方法,称为孕育处理。
孕育处理时,孕育剂及它们的氧化物使石墨片均匀细化,并使铸铁的结晶过程几乎在全部铁液中同时进行,避免铸件边缘及薄壁处出现白口组织,使铸铁各个部位截面上的组织与性能均匀一致,提高了铸铁的强度、塑性和韧性,同时也降低了灰铸铁的断面敏感性。经孕育处理后的铸铁称为孕育铸铁,表4-24中,HT250、HT300、HT350即属于孕育铸铁,常用于制造力学性能要求较高,截面尺寸变化较大的大型铸件,如汽缸、曲轴、凸轮、机床床身等。
(4)灰铸铁的热处理
由于热处理仅能改变灰铸铁的基本组织,改变不了石墨形态,因此,用热处理来提高灰铸铁的力学性能的效果不大。灰铸铁的热处理常用于消除铸件的内应力和稳定尺寸,消除铸件的白口组织、改善切削加工性,提高铸件表面的硬度及耐磨性。
① 时效处理
形状复杂、厚薄不均的铸件在冷却过程中,由于各部位冷却速度不同,形成内应力,即削弱了铸件的强度,又使得在随后的切削加工中,因应力的重新分布而引起变形,甚至开裂。因此,铸件在成形后都需要进行时效处理,尤其对一些大型、复杂或加工精度较高的铸件(如机床床身、柴油机汽缸等),在铸造后、切削加工前,甚至在粗加工后都要进行一次时效退火。
传统的时效处理一般有自然时效和人工时效。自然时效是将铸件长期放置在室温下以消除其内应力的方法;人工时效是将铸件重新加热到530~620℃,经长时间保温(2~6h)后在炉内缓慢冷却至200℃以下出炉空冷的方法。经时效退火后可消除90%以上的内应力。时效退火温度越高,铸件残余应力消除越显著,铸件尺寸稳定性越好,但随着时效温度的提高,时效后铸件力学性能会有所下降。
振动时效是目前生产中用来消除内应力的一种新方法。它是用振动时效设备,按照振动时效技术国家标准,使金属工件在半小时内,进行近十万次较大振幅的低频亚共振振动,使之产生微观塑性变形,从而降低和均化残余应力,防止工件在使用过程中的变形。由于振动时效所需时间短(半小时),成本低(一度电和几元钱),效果好,而且能随时随地多次进行,既不降低硬度和强度,又无烟尘环境污染和氧化皮,所以广泛用于铸件、焊件和机加工件的时效处理,被誉为理想的无成本时效技术。
② 石墨化退火
石墨化退火一般是将铸件以70~100℃/h的速度加热至850~900℃,保温2~5h(取决于铸件壁厚),然后炉冷至400~500℃后空冷。目的是消除灰铸铁件表层和薄壁处在浇注时产生的白口组织。
③ 表面热处理
有些铸件,如机床导轨、缸体内壁等,表面需要高的硬度和耐磨性,可进行表面淬火处理,如高频表面淬火,火焰表面淬火和激光加热表面淬火等。淬火前铸件需进行正火处理,以保证获得大于65%以上的珠光体组织,淬火后表面硬度可达50~55HRC。
2.球墨铸铁
球墨铸铁是石墨呈球状的灰铸铁。它是在浇注前向砂灰铸铁液中加入球化剂和孕育剂,而获得具有球状石墨的铸铁。
球化剂:能使石墨结晶成球状的物质。
常用球化剂:镁、稀土和稀土镁合金。
孕育剂:硅铁合金。
孕育处理的目的:首先是促进石墨化,其次是改善石墨的结晶条件,使石墨球径变小,数量增多,形状圆整、分布均匀,显著改善了其力学性能。
(1)球墨铸铁的成分、组织和性能(自阅回答问题)
球墨铸铁的成分中,C、Si的质量分数较高,Mn的质量分数较低,S、P质量分数限制很严,同时含有一定量的Mg和稀土元素。球墨铸铁常见的基体组织有铁素体、铁素体+珠光体和珠光体三种。通过合金化和热处理后,还可获得下贝氏体、马氏体、托氏体、索氏体和奥氏体等基体组织的球墨铸铁。
在石墨球的数量、形状、大小及分布一定的条件下,珠光体球墨铸铁的抗拉强度比铁素体球墨铸铁高50%以上,而铁素体球墨铸铁的伸长率是珠光体球墨铸铁的3~5倍。铁素体+珠光体基体的球墨铸铁性能介于二者之间。经热处理后以马氏体为基的球墨铸铁具有高硬度、高强度,但韧性很低;以下贝氏体为基的球墨铸铁具有优良的综合力学性能。石墨球越细小,分布越均匀,越能充分发挥基体组织的作用。
球墨铸铁的金属基体强度的利用率可以高达70%~90%,而普通灰铸铁仅为30%~50%。同其它铸铁相比,球墨铸铁强度、塑性、韧性高,屈服强度也很高。屈强比可达0.7~0.8,比钢约高一倍,疲劳强度可接近一般中碳钢,耐磨性优于非合金钢,铸造性能优于铸钢,加工性能几乎可与灰铸铁媲美。因此,球墨铸铁在工农业生产中得到越来越广泛的应用,但其熔炼工艺和铸造工艺要求较高,有待于进一步改进。
(2)球墨铸铁的牌号及用途
球墨铸铁的牌号由“QT+数字-数字”组成。其中“QT”是“球铁”二字汉语拼音字首,其后的第一组数字表示最低抗拉强度(MPa),第二组数字表示最小断后伸长率(%)。球墨铸铁的牌号、力学性能和用途举例见表4-25。









